Table of Contents
What is Induction Pipe Bending?
Induction bending is a method that allows the bending of pipe at any desired angle or shape by applying a bending force on the pipe that has been locally heated up by an eddy current induced by a fluctuating electromagnetic field.
To ensure uniform heating without the risk of overheating, the temperature is controlled and regulated via computer with help of sensors.
In this process, an induction coil is placed around the pipe to be bent. The induction coil heats the circumferential section of the pipe to a temperature range of 850 °C to 1100 °C (dependent on the material type to be formed). As the desired bending temperature range is reached, the pipe is moved slowly through the induction coil, at the same time the bending force is applied by precise heavy mechanical arrangement. The bend part is then air or liquid-cooled and later heat-treated for the desired mechanical property.

Why use Induction Bending?
- Fewer numbers of weld that reduces fabrication cost
- Much shorter production time than the welding of separate components
- In-time commissioning which reduces overall project delivery time
- Freedom to obtain any Bending angle (not limited to 30, 45, 90°) and Radius
- Smaller pressure drop due to long bend radius
- Reduced Routine Inspection
- Less non-destructive testing of welds, such as Radiography examination of weld joint that will save overall cost
- Avoids the need for elbows
- Multiple bends or say direction change is possible on a single length of pipe
- No alignment required to match the bore of the pipe and elbow
- Material surface unaffected by the process
- Welds can be avoided at critical points (the tangents) and improves the ability to absorb pressure and stress
- Induction bends are stronger than conventional elbows with uniform wall thickness
Why is it not more used?
There is some resistance against using induction pipe bends in the industries. The main sources of this
resistance are as follows:
1. New Process
The induction bending process is fairly new in comparison to standard elbows and pipe connections. Going aside from something that has a field record of more than 100 years is difficult.
The induction bending process has been used successfully over the past 30 golden years, which means
that the process is as good as the conventional pipe spool. Slowly but constantly catching up the market.
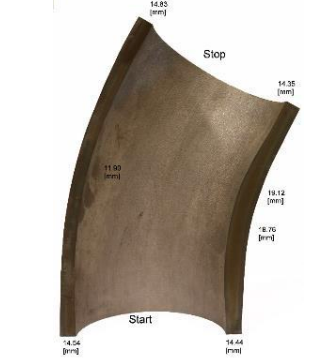
2. Wall Thinning of Extrados
Standard fitting ASME B16.9 elbows do also have wall thickness thinning on the extrados and thickening
on the intrados in the same manner as the induction bends. But, here thinning effect can be avoided by selecting higher wall thickness of pipe as required in conventional pipe spool. However, this will increase the cost.
3. Possible Alternation of the Material Properties
As you may be clear that whenever heat is applied to the material, there will be some changes in the material property. Although, with sufficient process control and post-heat treatments material properties can be restored and maintained. It is important to ensure that material properties in the bend area meet the requirement of the mother pipe.
Test Parameters for Induction Bends
- Visual inspection of the extrados and intrados, it must be done by experts
- Surface cracks examination by dye penetrant test or magnetic particle test
- Homogeneous wall thickness and ovality check
- Hardness tests after the post bend heat treatment
- For further examinations of the steel structure, metallographic tests may be used
Post Heat Treatment for Induction Bends
The local heating of the bend part may alter the mechanical properties of the steel. To recover mechanical properties, post bend heat treatment is commonly used.
Normalizing
The normalizing method is commonly used for carbon steels such as ASTM A106 Gr.B. In this process, induction bends are heated at a defined temperature and then cooled at room temperature.
Normalizing and Tempering
This method is conveniently used for materials that consist high amount of chromium such as ASTM A335 P11 and P22. A similar normalizing method is utilized as above defined. Following that, the induction bend heated at a lower temperature than the normalizing temperature and cooled again to room temperature.
Quenching and Tempering
To obtain high hardness and yield strength, the induction bend is heated at a certain temperature for a defined period (Tempering) and cooled rapidly by dipping into liquid (Quenching). This heat treatment method is typically preferred for API 5L X65 Pipe.
Solution Annealing
This method is mostly used for stainless and duplex steel.
Cost Comparison of Induction Bends and Conventional Pipe Spools
| Method Cost | Cost for Induction Bended Pipe Spool | Cost for Conventional Pipe Spool |
| NDT cost for weld Joints | Low | High |
| Welding cost | Low | High |
| Handling cost | Moderate | Moderate |
| Material cost | Low | Moderate |
| Post heat treatment cost | Moderate | High |
| Maintenance cost | Low | High |
| Installation Cost | Low | High |
Induction Pipe Bending Applications
Earlier, Bends were limited to Pipelines only, But now Induction Bends are very common in following industries:
- Chemical Plant
- Nuclear Plant
- Refineries
- Offshore & Onshore pipelines
- Powerplants
- Distribution Gas Lines
- Transportation Pipelines
- General applications
- Process & Utility Lines, etc.
Induction Pipe Bends Materials
Following are the list of materials in that Induction Bending are easily available in the market:
- Carbon Steel
- Alloy Steel
- Austenitic Steel
- Stainless Steel
- Duplex and Super Duplex Stainless Steel
- Incoloy (P91 & P92)
Notes: Induction Bending can be made of both Seamless
Codes & Standards
ASME B16.49
This standard covers design, manufacturing, material specification, testing, and inspection requirements of pipeline bends made of carbon steel produced by the induction bending process. This standard covers induction bends only for transportation and distribution pipelines applications (e.g., ASME B31.4, B31.8, and B31.11). Process and power piping have different requirements for bends.
ASME B31.3
For Process Piping applications
ASME B31.1
For Power Piping applications
Some Major Manufacturers
You may also like to read
References
- https://stressman.no/white-paper-stresses-in-bends-rev-2/
- https://www.wermac.org/fittings/hot_induction_bends.html
- https://www.deepiping.com/induction-bending-technology
- https://yenaengineering.nl/general-information-about-induction-bending/
- https://yenaengineering.nl/general-information-about-induction-bending/
- Collie, G. J., Higgins, R. J., & Black, I. (2010). Modelling and Predicting the Deformed Geometry of Thick-Walled Pipes Subjected to Induction Bending. Proceedings of the Institution of Mechanical Engineers, Part L: Journal of Materials: Design and Applications, 224(4), 177–189. doi:10.1243/14644207jmda314


Thanks for the article it was so useful. For the people who interested in you can check our website
Thanks for the article it was so useful. For the people who interested in you can check our website: https://simafgroup.com/en/page/pipes
That was really a great article. Thanks for sharing the information. Continue doing this.
Hi Rehan, trust me you are doing great job by explaining these concept in a simple words. I would like to know which are the different areas in Piping industry where piping designer has to work. if you classified it wrt to industry that would be easy to understand. Thank you in advance.