When the steel pipes are manufactured or fabrication is made to join the pipes and piping components, surface impurities occur on the steel pipes and their weld joints. In this case, Pickling and Passivation are required to get rid of these surface impurities and create a protective barrier against corrosion. We will see the procedures in brief, but before moving further, let’s understand why these chemical treatments are required?
Table of Contents
Why Pickling and Passivation are Required?
During the manufacturing and fabrication of steel pipes and piping components, the surface is exposed to many mechanical and thermal treatments. This causes damage and contamination of the protective oxide skin, which leads to the loss of corrosion-resistant properties, and therefore, the base material will corrode faster. This is why it is very important that the chromium-rich oxide skin is intact and clean before the system is put into use.
What is Pickling?
Pickling is the removal of a thin layer (in the form of stains, inorganic contaminants, foreign matter, grease, oil, rust or scale, etc.) from the surface of steel pipes. In the case of a weld joint, Pickling is the chemical treatment process used to remove weld heat-tinted layers from the surface of the steel fabricated joint, where the steel’s surface chromium level has been reduced.
What is Passivation?
Passivation is a chemical treatment process that removes free iron from the surface of steel pipe and its components. At the same time, this chemical treatment promotes the formation of a thin and dense oxide protective layer that is less likely to chemically react with air and cause corrosion.

Difference between Pickling and Passivation
On the surface, it does not seem to be a big difference between the two processes. They differ in procedures and their impacts on the steel.
- Pickling uses chemicals that remove thin layers from the steel.
- Whereas, in Passivation, chemicals help to remove free iron only and to form a protective layer against corrosion.
- Pickling leaves a greater change to the metal.
- Passivation is not recognized as being as aggressive as the chemicals used in pickling. Passivation does not typically go below the surface of the metal and does not change the properties of the metal. The oxide layer left by passivation is only 0.0000001 inches thick, which is very minor.
Pickling and Passivation Methods
There is a range of methods that can be used; however, there are two methods that are most commonly used:
- Tank Immersion Method
- Spray Method
- Circulation Method
Tank immersion usually involves off-site ( Fabricator’s workshop) or Pickling and Passivation specialists’ plant.
Spray pickling and passivation can be done on-site, but it should be done by specialists with the proper safety and chemical disposal facilities.
Tank immersion has the advantage of treating all the fabricated steel surfaces with optimum corrosion resistance and uniformity of pickled finish. It is also best for safety purposes.
Let’s see the typical process of tank immersion pickling, cleaning, and passivation through the below tables:
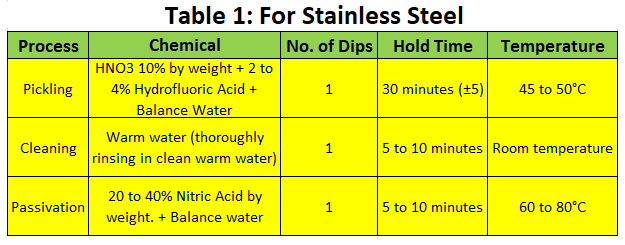
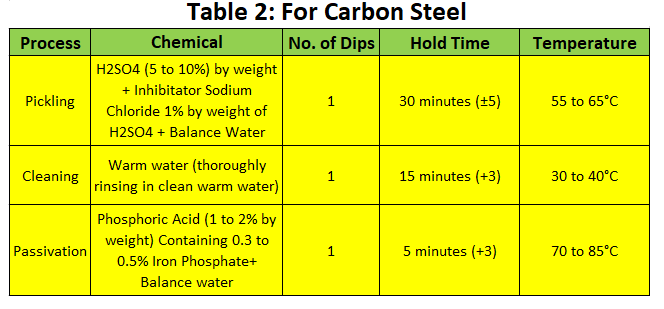
The above process are done by dipping or immersing the steel into chemical tank (chemical composition will be as per the above table) and it should be done with absolute care.
Points to be Considered for the Pickling Process
- The use of acid and alkali chemical may have a harmful attack on the eye and other body organs while processing; hence, a person on the pickling process shall take adequate precautions to protect themselves and other persons working in the area.
- In order to ensure quality, the pickling solution should have the correct chemical formula.
- The operating procedures shall ensure that all parts of the inner surface of the pipe and components are thoroughly cleaned and the residual acid, residual water, and suspended solids on the inner wall of the pipe are consumed.
- If the pipe is soaked or immersed in the pickling solution for too long, the surface of the steel pipe will become rough and form a honeycomb surface.
- On the other hand, pickling parts shall not appear to be pickled. If the pipe is soaked in the pickling solution for too short or the concentration of the pickling solution is not enough, the steel will still have thin rust after the pickling, or the scale will not be removed. Hence, dipping duration matters a lot.
- Before the preparation of the acid pickling solution, rinse and clean the tank with water, then prepare the above solution freshly.
- Use only clean water for solution and rinses.
- After pickling thoroughly clean/rinse/water jet of piping spools by clean water in the cleaning tank.
- Check the surface of spools with the litmus paper to ensure complete removal of acid substances.
- Shift piping spools for passivation by nitric acid in passivation tank.
- Do not stack pickled steel surfaces in contact with one other until completely dry.
What Are The Advantages Of Pickling & Passivation
- Removes impurities that are left from the steel pipe and components being manufactured and fabricated.
- Protects the steel from pollutants and causing rusting and damage in the future.
- Leaves the steel surface smooth, shining, and with no imperfections.
- Increases durability.
Disadvantages
- Acid cleaning has limitations: such as, it is difficult to handle because of its corrosiveness, and it is not applicable to all steels.
- Hydrogen embrittlement becomes a problem for some alloys and high-carbon steels (Note: CS is free from this limitations)
- The hydrogen from the acid reacts with the steel surface and makes it brittle and causes cracks.
- Acid concentrations and solution temperatures must be kept under control to ensure desired pickling rates bacause of its high reacitivity with treatable steel.
Waste Products from Pickling
Pickling sludge is the waste product we get from pickling, and it includes acidic rinse waters, iron chlorides, and metallic salts, and waste acid. Pickling liquor (chemical composition prepared for the process) is considered a hazardous waste by the Environmental Protection Agency (EPA) Pickle sludge from steel processes is usually neutralized with lime and disposed to the landfill.
You may also like to read
Pipeline Buoyancy: an Overview
Use of Floating and Fixed Roof Tanks
A Presentation on Expansion Loops
Different Types of Pipe Support Clamps & Hangers
To Bury or Not to Bury: Storage Tank
Case Study of Storage Tanks Layout or Tank Farm
References
https://www.worldstainless.org/
https://www.celcoinc.com/
https://www.vecom-group.com/
https://en.wikipedia.org/


Hi Rehan, I have just come across your website. Thank you Sir, You have provided a vast amount of your knowledge to help many people. I ham a professional welder for the last 22 years and the information on this site is of the highest standard.
Thank you.
I read this post your post is so nice and very informative post thanks for sharing this post.
Very neat blog article. Really looking forward to reading more. Want more?