Pipe Welding Positions are referred to as the combination of the different positions of the welder and the job or specimen. Pipe welds are made under many different requirements and in different welding situations as per the job nature. In general, the position of the specimen is fixed, but in many cases, it can be rolled or inclined.
In this article, we will learn about the 4 different types of pipe welding positions, basics consideration for welding, weld joints inspection, etc.

Table of Contents
Different Pipe Welding Positions
There are mainly four types of pipe welding positions-
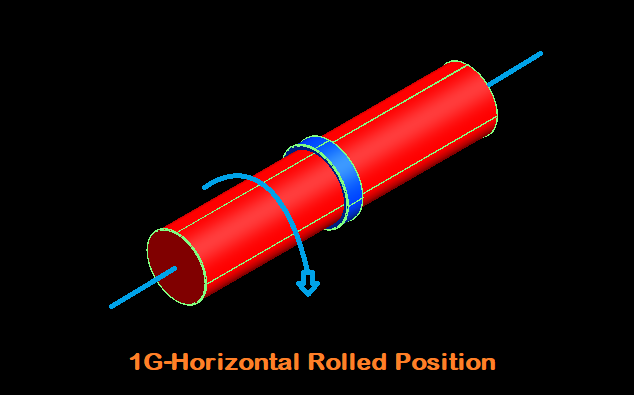
- 1G – Horizontal Rolled Position
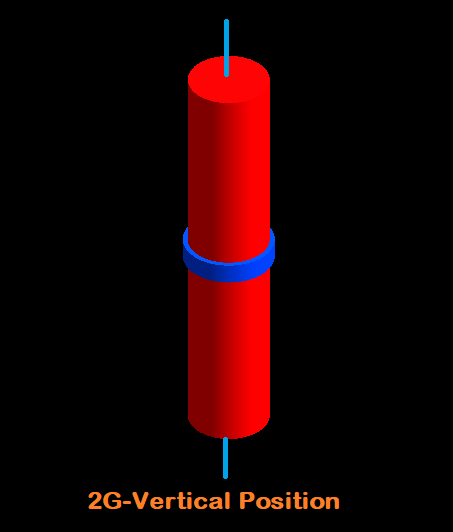
- 2G – Vertical Position
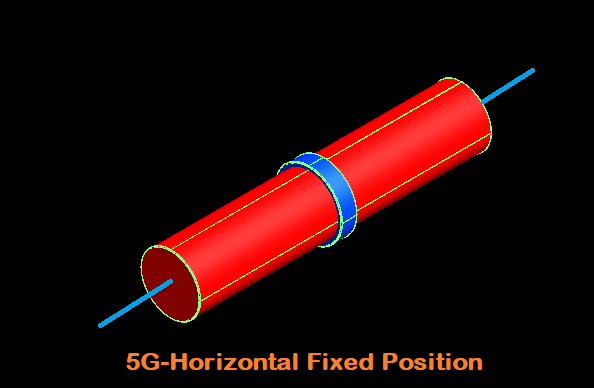
- 5G – Horizontal Fixed Position
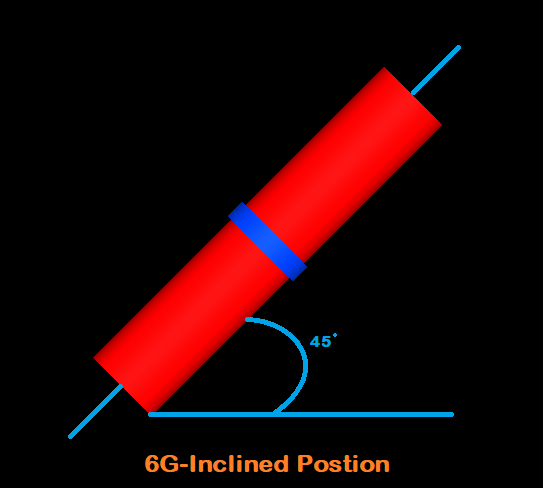
- 6G – Inclined Position
1G – Horizontal Rolled Position
In the 1G welding position or Horizontal rolled position, the pipe will be in the horizontal position, and it can be rotated along the horizontal (X) axis. The welder’s position remains stationary, means a welder performs the welding at a single plane or point, and the pipe is being rotated slowly.
If the pipes are smaller in size, it can be rotated manually otherwise, equipment is used to rotate the pipe. Welding is performed on the top surface of the pipe. This is the most basic pipe welding position that can be performed. Refer the below image (2 red color spools are welded with a blue color seam)
2G – Vertical Position
In the 2G pipe welding position, the pipe will be in the vertical position and it can be fixed or can be free to rotate along the vertical (Y) axis. The welder’s position can also remain stationary or can move around the vertical pipe. Welding is performed on the side surface of the pipe in a horizontal direction.
5G – Horizontal Fixed Position
In the 5G pipe welding position, the pipe will be in the horizontal position. Unlike the 1G weld position, the pipe will always remain fixed, and it can not be rotated. The welder moves around the pipe outer surface in the vertical direction to perform the welding.
6G – Inclined Position
In the 6G pipe welding position, the pipe is at the slope or incline, approximately 45° from the horizontal (X) axis or from the vertical (Y) axis. The pipeline can be in a single or double offset.
The pipe will be in a fixed position, so the welder needs to move around the pipe to perform the welding. This is an advanced pipe welding position that requires an experienced welder and an expert consultation.
Welder’s Qualification
In untrained hands (means a less qualified welder), welding could be a safety hazard. That is why standard organizations such as ASME, AWS, ISO, ASNT etc. have made the rules and classifications for welding positions, techniques, and procedures.
The welders must be certified in that particular weld position to perform defect-free welding. A welder’s mastery for each welding position is identified by qualification certificates and the live test. The certification qualifies him or her to perform more types of welding work.
In other words, mastery over each position levels up a welder’s qualifications and expertise. For example, if a welder having only a 1G position qualification, he cannot perform welding in more advanced positions such as 2G, 5G, or 6G.
But, If a welder having a 6G position qualification, then he or she is permitted or qualified to deliver welding in the 1G, 2G, and 5G positions. These standards must be maintained in order to achieve error and hazards-free work environment.
ASME – American Society of Mechanical Engineers
AWS – American Welding Society
ISO – International Organization for Standardization
ASNT – American Society for Non-Destructive Testing
Codes and Standards Related to Pipe Welding
Followings are the major codes & standards related to pipe welding and inspection-
- API 570 – For piping inspection
- API 1104 – For pipelines and related facilities
- ASME B31.1 – For power piping
- ASME B31.2 – For fuel gas piping-material
- ASME B31.3 – For process piping
- ASME B31.4 – for liquid transportation Systems for hydrocarbons
- ASME B31.5 – For piping refrigeration
- ASME B31.8 – For gas transmission and distribution piping
- ASME B31.9 – For building services piping
- AWS D10.12 – Pipe welding (mild steel)
- AWS D10.18 – Pipe welding (stainless steel)
Pipe welding Inspection
There are a number of ways in which you can test the strength of the pipe welding and the quality of the welds. You can also check the surface defects of weld joints.
- Visual Inspection
- Liquid Dye Penetration
- Ultra-sonic Inspection
- Radiography Testing
- Magnetic Particle Inspection
Visual Inspection
Inspecting the weld joint visually is one such method, which is most cost effective , quickest, and easiest. It involves nothing quite watching the weld to discern its quality, which may be a really subjective process. It can’t be used as a reliable method for detecting internal weld defects, so this method is especially used when poor quality welds won’t put anyone or anything in problem.
Liquid Dye Penetration
Liquid dye penetrant testing is the second method of the weld test, where a dye is sprayed or brushed onto the surface of the metal. The dye will highlight any surface cracks or imperfections that aren’t visible to the eye, making it simpler than a visible inspection, although the value of the dye does mean that it’s marginally costlier.
Ultra-sonic Inspection
Ultrasonic nondestructive testing also referred to as ultrasonic NDT or just UT, is a method of characterizing the thickness, internal structure, or grain of a test piece through the utilization of high-frequency sound waves. The frequencies, or pitch, used for ultrasonic testing are repeatedly above the limit of human hearing, most ordinarily within the range from 500 kHz to twenty MHz.
Radiography Testing
X-ray testing is the only really practical method of detecting internal weld defects, which is why it is used on jobs where the standard of the weld is vital for safety reasons. It works very similar to X-rays, which we have on the physical body to see the broken bones, except on a way grander, more industrial scale. As a result, there are some risks related to this method, so it should only be administered by trained professionals. It is a particularly effective way of checking weld quality which is why it’s used for several pipe welding jobs, but it’s the foremost expensive method by an extended shot.
Magnetic Particle Inspection
Magnetic particle inspection is a non-destructive inspection method that gives detection of linear flaws located at or near the surface of ferrous materials. It is not advisable to use for non-ferrous materials. it is viewed primarily as a surface inspection method.
You may also like
Pipe Rack Design and Calculations
Hydrotest Procedure for Piping system
References
www.magnumndt.com
www.austgen.com.au
www.asme.org
www.aws.org
www.asnt.org


Hello,
I have read this article this is very informative and helpful for the pipe welding position.
Really a great article!
THANKS, A LOT!
Thank You!
Good lessons and very important thanks
maximum dia.of pipe for 5G position?
very good information
Hello,
Thanks alot the ideas are very important for me, but what about 3 and 4g welding position.
I would like to learn more about radiography piping and hard positions in welding.
Thanks.
Neemaste.
I’m starting on pipe welding tomorrow at my technical school. I really want to get the 6G certification. This article has helped me understand some things that I didn’t know. Thank you!
I love and enjoy your lessons too,, they make me move some steps ahead in welding,,. Thnks alot